Ez a fejezet a kapcsolatok harveres vonatkozásairól szól. Az ötödik fejezet részletes leírást ad a Mach3 konfigurálásáról az összekapcsolt részek használatához.
Ha olyan gépet vásárolt, amely már fel van készítve a Mach3 futtatására, akkor várhatóan nem szükséges elolvasnia ezt a fejezetet (általános érdeklődésen kívül). Az ön szállítója minden bizonnyal ellátta önt különféle útmutatókkal, hogy hogyan kapcsolja össze a rendszere részeit.
Olvassa el a fejezetet, hogy tájékozódjon arról, hogy a Mach3 várhatóan mit fog irányítani és hogyan tudja Ön összekötni olyan alapvető alkotóelmeket mint a léptetőmotor meghajtók és mikrokapcsolók. Feltételezzük, hogy az egyszerű, vázlatos áramkör kapcsolási rajzok megértése nem okoz gondot, ha mégis, akkor itt az ideje segítséget kérnie.
Első olvasáskor a 4.6 után következő részekkel inkább még ne akarjon foglalkozni.
Minden szerszámgép pontenciális veszélyforrás. Ez a kézikönyv egy útmutatást kíván önnek adni a biztonsági óvintézkedésekről és technikákról, de mivel nem ismerjük az Ön gépének részleteit vagy a (helyi) környezetét, nem vállalhatunk felelősséget a gép teljesítményéért, mint ahogy az általa okozott kárért vagy sérülésért sem. Az ön felelőssége, hogy biztosan megértse az ön általal tervezett és kivitelezett gép jelentőségét (horderejét) és hogy eleget tegyen az országában vagy államában hatályos törvényi és gyakorlati előírásoknak.
Ha bármi kétség merül fel önben, útmutatást kell kérnie egy professzionális, megfelelő végzettséggel rendelkező szakembertől, mintsem hogy kockáztassa saját vagy mások testi épségét.
A Mach3 egy nagyon rugalmas program olyan gépek irányítására tervezve, mint például a marógépek (vagy például az esztergagépek, igaz, ezeket itt nem tárgyaljuk). Ezeknek a Mach3 által irányított gépeknek a jellemzői a következők:
¨Felhasználói kezelőszervek. Kötelező egy vészstop (EStop) gomb megléte minden gépen.
¨Kettő vagy három tengely, melyek derékszöget zárnak be egymással (úgynevezett X, Y és Z tengely)
¨Egy szerszám, ami a munkadarabhoz viszonyítva mozog. A tengelyek origója rögzített a munkadarabhoz viszonyítva. Ez a relatív mozgás természetesen kétféle módon lehetséges: (i) az eszköz mozgatásával (pl. egy maróorsó tüskéje esetében a szerszám a Z irányban mozog, vagy a keresztszánra szerelt eszergakés és szán esetében az X és Z irányokban mozog), illetve (ii) az asztal és a munkadarab mozgatásával (pl. a konzolos marógép esetében az asztal X, Y és Z irányokban mozog).
És feltételesen:
¨Néhány kapcsoló, annak jelzésére, hogy az eszköz mikor van kiinduló helyzetben
¨Néhány kapcsoló az eszköz engedélyezett relatív mozgáskorlátainak meghatározására.
¨Egy vezérelt „orsó”. Az „orsó” a szerszámot (marás) vagy a munkadarabot (esztergálás) forgatja.
¨Legfeljebb három követő tengely. Ezek lehetnek forgó tengelyek (azaz a mozgásukat szögeben mérjük) vagy lineáris tengelyek. Az egyes követő lineáris tengelyek az X vagy Y vagy Z tengelyt követhetik. Ez a kettő mindig együttesen fog mozogni az alkatrészprogramban lévő utasításokra és az Ön kézi, finombeállító mozgatására reagálva, de mindegyik külön-külön ajánlott (további részletekért lásd a követő tengelyek konfigurálása (Configuring slaved axes) c. fejezetet).
¨Kapcsoló vagy kapcsolók, melyek összekapcsolják a védelmi (biztonsági) berendezéseket a gépen.
¨A hűtőközeg (folyadék és/vagy permet) szállításának vezérlése.
¨Már meglévő alkatrész digitalizálása a szerszámtartóban lévő tapintóvalű
¨Enkóderek, mint például a lineáris üvegskálás enkóder, amelyek a gép részeinek pozícióját mutatják.
¨Speciális funkciók
A legtöbb összeköttetés az Ön gépe és a Mach3-at futtató PC között párhuzamos (nyomtató) port(ok)on keresztül jön létre. Egyszerű gép esetében elegendő lesz egy port, míg összetettnél kettőre lesz szüksége. Kapcsolatokat a „billentyűzet emulátoron” keresztül is létrehozhat, ami látszólagos (pszeudo) billentyű leütést idéz elő válaszul a bemeneti jelekre.
Az olyan speciális funkciók, mint például az LCD kijelző, a szerszámváltó, tengely satuk vagy a forgács szállító, a felhasználó által definiált M-kód makrókkal, soros porton keresztül (COM) irányítottak. A Mach3 mind a hat tengely mozgását irányítja, együttes mozgásukat lineáris interpolációval összehangolva, vagy két tengelyen (az X, Y és Z közül) körinterpolációt hajt végre, miközben egyidejűleg lineárisan interpolálja a másik négy tengelyt a körinterpoláció kanyarodási szögével. A szerszám tehát szükség esetén képes elvékonyodó spirális útvonalon is dolgozni. Az előtolási sebesség. Ezen mozgások közben az előtolási sebességet az alkatrészprogramban megkövetelt értéken tartja, alárendelve a tengelyek gyorsulásának és maximális sebességének határainak.
Ha az ön gépének mechanizmusa robotkar-szerű vagy „hexapod” (hatlábú állvány), akkor a Mach3 nem alkalmas az irányítására a kinematikai számítások miatt, amihez az „szerszám” pozíció X, Y és Z koordinátáinak és a gépkar hosszának, valamint forgásának összekapcsolásához lenne szükséges. A Mach3 be tudja kapcsolni az orsót, forgathatja bármely irányban, és kikapcsolhatja. A forgás mértékét (fordulat/perc) is irányíthatja és ellenőrizheti a szögpozíciót olyan műveleteknél, mint például a menet vágás.
A Mach3 a hűtőközeg két fajtáját tudja be és ki kapcsolni.
A Mach3 ellenőrzi az EStopot és feljegyzéseket készít a referencia kapcsolók, a biztonsági reteszelő és és végállás kapcsolók működéséről.
A Mach3 256 különböző szerszám tulajdonságainak tárolására képes. De ha az Ön gépének van automatikus szerszám váltója vagy tárolója, akkor sajátkezűleg kell irányítania.
Minden szerszámgép kell, hogy rendelkezzen egy vagy több Vészstop (EStop) gombbal, általában ezek nagy, piros gombaalakú fejjel rendelkeznek. Úgy kell ezeket elhelyezni, hogy könnyen elérhető legyen valamelyik, bárhonnan is irányítja a gépet.
Minden egyes Vészstop (EStop) gombnak le kell állítania minden tevékenységet olyan gyorsan, hogy az még biztonságos legyen; az orsó forgásának és a tengelyek mozgásának le kell állnia. Ennek a szoftver megkerülésével kell történnie (értjük ezalatt a reléket és mágneskapcsolókat). Az áramkörnek tudatnia kell a Mach3-mal, hogy Ön mit csinált és erre létezik egy speciális, kötelező input. Átalánosan nem elég kikapcsolni a váltakozó áramú táplálást Vészstop (EStop) esetén, mert a szűrőkondenzátorokban tárolt egyáram még számottevő ideig biztosítja a motorok forgását.
A gép nem fog tudni újra működni a „reset” gomb megnyomásáig. Ha Vészstop gomb megnyomáskor blokkol, akkor a gép nem indítható újra csak a gomb fejének elfordításával (kioldás).
Általában Vészstop után nem lehetséges a megmunkálás folytatása, de legalább Ön és a gép biztonságban lesz.
Amikor az IBM az eredeti PC-t megtervezte (160k hajlékonylemez meghajtó, 64 kbyte RAM!), azt ellátta egy illesztőfelülettel a nyomtatók 25 eres kábelének a csatlakoztatására. Ez a mai PC-ken található párhuzamos port elődje. Mivel ez az adatátvitelnek igen egyszerű módja, így nyomtatók összekötésén kívül még sok már dologra használták. PC-k közötti fájlcserére, másolásvédelmet biztosító kulcsok („dongles”) csatlakoztatására, külső egységek, mint például szkennerek, Zip driverek és természetesen vezérelt szerszámgépek csatlakoztatására használják. Az USB ezen funkciók közül sokat átvesz, kényelmesen szabadon hagyva ezzel a párhuzamos portot a Mach3 számára.

4.1. Ábra A párhuzamos port csatlakozása
(a PC háta felől nézve)
A PC-jén található csatlakozó egy 25 eres (female) „D” csatlakozó. A csatlakozóit a PC hátulja felől nézve a 4.1-es ábra mutatja. A nyilak az információ áramlás irányát mutatják a PC-re vonatkozólag. Tehát, például a 15-ös tű egy input a PC felé.
Első olvasáskor talán a következő fejezethez kíván ugrani és akkor tér ide vissza ha már megismerkedett az illesztőfelület áramköreinek részleteivel. Hasznos lehet, ha ezzel párhuzamosan az Ön tengely meghajtó elektronikájának dokumentációját is olvassa.
Minden Mach3 által adott kimeneti jel, és a neki küldött bemeneti jel bináris digitális (pl.: nullák és egyesek). Ezek a jelek olyan feszültségek, amelyeket vagy a kimeneti tűk biztosítanak, vagy a párhuzamos port input tűinek kapják. Ezeket a feszültségeket a komputer „0 Volt” vezetékéhez viszonyítják (ami a port csatakozó 18-as tűjétől a 25-ösig van összekötve).
Az integrált áramkörök első sikeres családjához (74xx sorozat) TTL-t használtak (transistortransistor logic). A TTL áramkörökben, bármekkora feszültséget 0 és 0,8 Volt között „lo”-nak, míg a 2,4 és 5 Volt közé eső feszültséget „hi”-nak neveznek. TTL input és negatív feszültség, vagy 5 Volt feletti feszültség összekapcsolása füstöt okoz. A párhuzamos port eredetileg TTL használatával épült és a mai napig ezek a feszültségeket értelmezik „lo” és „hi” jelzéseknek. Megfigyelhető, hogy még a legrosszabb esetben is csak 1,6 Volt a különbség köztük.
Természetesen tetszőleges, hogy azt mondjuk a „lo” egy logikai egyet vagy logikai nullát jelent. Mégis, mint lentebb láthatjuk, „lo” = egy valójában megfelelőbb a legtöbb valóságos illesztőfelület áramkör esetében.
Ahhoz, hogy egy output jelzésnek hatása legyen (csináljon vmit), áramnak kell folynia a hozzácsatlakoztatott áramkörben. „hi” esetében a komputerből kifelé, míg „lo” esetén a komputerbe befelé fog folyni az áram. Minél több áram folyik befelé, annál nehezebb a feszültséget nullához közeli értékhez tartani, így tehát a 0,8 Voltos megengedett határértékhez közelebb fog létrejönni a „lo”.
Hasonlóképpen, egy „hi”-ból kifelé folyó áram a feszültséget alacsonyabbá teszi és közelebb viszi a 2,4 Voltos alsó határértékhez. Tehát túl sok árammal a „lo” és „hi” közötti különbség még 1,6 Voltnál is kisebb lesz, és a dolgok megbízhatatlanná válnak. Végezetül érdemes megemlíteni, hogy durván 20-szor több áram tartozhat a „lo”-hoz, mint amennyi a „hi”-hoz.
Ezek szerint tehát a legjobb a logikai 1-et „lo” jelzésként értelmezni. Egészen nyilvánvalóan ezt aktvív „lo” logikának nevezik. Ennek praktikai okokból a fő hátránya az, hogy a párhuzamos porthoz kapcsolt berendezésnek egy 5 voltos tápegységgel kell rendelkeznie. Ezt olykor a PC játék port csatlakozójából vagy a csatlakoztatott berendezés tápegységéből szerzi meg.
Az input jelekre áttérve, „hi” inputok esetén a komputer árammal való ellátása szükséges (kevesebb, mint 40 mikroamper) és a „lo” inputok számára biztosítani kell valamennyi áramot (kevesebb, mint 0,4 mikroampernyit).
Mivel a modern alaplapok több funkciót egyesítenek egy chipben (beleértve a párhuzamos portot is), olyan rendszereket tapasztaltunk, ahol a feszültségek csak a „hi” és „lo” szabálynak engedelmeskednek. Lehetséges, hogy azt tapasztalja számítógépe „feljavítása” után, hogy az addig futó szerszámgép és a régi rendszer szeszélyessé válik. A tűk (a 2-es tűtől a 9-es tűig) valószínűleg hasonló tulajdonságokkal rendelkeznek (nyomtatáskor adat tűk). Az 1-es tű szintúgy alapvető nyomtatáskor, de a többi output tűt ritkán használják, és lehet, hogy kevésbe lesznek hatásosak egy gondosan optimalizált kivitelezésnél. Egy jó galvanikus leválasztó kátya (lásd következő fejezet) megkíméli Önt ezektől az elekromos kompatibilitási problémáktól.
Még ha az előző fejezetet át is ugorta, ennek elolvasása ajánlott!
Láthatja, hogy a tűk a 18-astól a 25-ösig a komputer tápegységének 0 Voltos oldalához csatlakoznak. Minden külső és belső jelzés a komputer felé ehhez viszonyított. Ha sok hosszú vezetéket köt ide, különösképpen ha ezek közel futnak a motor felé vezetett nagy áramot hordozó vezetékhez, akkor ezekben a vezetékekben áram fog folyni. Ez az áram feszültséget eredményez, ami zavart okozhat és hibához vezet, ami tönkre is teheti a számítógépet.
A tengelyek és
esetleg a főorsó vezérlői, amiket a párhuzamos porton kersztül a Mach3-hoz
kapcsol, valószínűleg 30 és 240 Volt között működnek és sok ampernyi áram
ellátására képesek. Megfelelően összekötve nem okoznak kárt a komputerben, de
egy véletlen rövidzárlat könnyedén tönkreteheti az egész alaplapot, a CD-ROM-ot,
sőt még a merevlemezt is.



4.2. Ábra
Három példa a kereskedelmi forgalomban kaphatók galvanikus leválasztó kártyákra
Ebből a két okból kifolyólag erősen ajánlott egy "galvanikus leválasztó kártya" nevezetű berendezés beszerzése. Ez többek között ellátja Önt olyan csatlakozóvégekkel, amelyekhez könnyű hozzácsatlakoztatni, mindamellett külön 0 Volttal rendelkezik, (közösen) a driverek, home kapcsolók stb. számára, és elkerüli a port megengedett ki- és bemenő áramának túllépését. A szomszédja rádió- és televíziójeleinek lehető legkevesebb zavarása érdekében rendesen installálja ezt a galvanikus leválasztó kártyát, a driver elekronikával és a tápegységgel egy fémdobozban. Ha Ön ehelyett egy „patkányfészket” épít, megkísérti az esetleges rövidzárlatokat és tragédiát. A 4.2-es ábra a galvanikus leválasztó kártyák három, kereskedelmi forgalomban kapható fajtáját mutatja.
Itt a prédikáció vége!
A tengelyek meghajtásához kétféle módon lehet hajtóerőt biztosítani:
¨ léptető motorral,
¨ illetve szervo motorral (vagy AC, vagy DC).
Ezen típusú motorok bármelyike csavarhajtással (egyszerű vagy golyós), szíjjal, lánccal vagy fogasléc - fogaskerék hajtással vezérelheti a tengelyeket. A mechanikai hajtás módja meghatározza a kívánt sebességet és forgatónyomatékot, és ezáltal a szükséges fogaskerékhajtóművet is a motor és a gép között.
A biploáris léptető motor meghajtás tulajdonságai a következők:
Másrészt a szervo motoros meghajtás:

4.3. Ábra
Kisméretűi DC szervo motor enkóderrel (balra) és csigahajtóművel
Gyakorlatban a léptető motor driverek kielégítő tejesítményt nyújtanak a hagyományos szerszámgépeknél, a Bridgeport-féle tornyos marótól a 6" csúcsmagasságú esztergapadig, hacsaknem rendkívüli műveleti pontosságot és gyorsaságot akar.
Fontos itt két figyelmeztetést megtenni. Először is, a régi gépeken a szervo rendszerek valószínűleg nem digitálisak, azaz nem step/dir jelekkel irányítottak. Ahhoz, hogy egy régi motort Mach3-mal használjon, meg kell válnia a resolver-től (ami megadta a pozíciót), csatlakoztatnia kell egy quadrature enkódert, és ki kell cserélnie az egész elektronikát.
Másodszor, óvakodjon a használt léptető motoroktól, kivéve ha be tudja szerezni a gyártó rá vonatkzó adatait. Lehetséges, hogy 5-fázisú működésre tervezték őket, így nem működnek olyan jól a mikroléptetéses vezérlővel, és az is lehetséges, hogy jóval alacsonyabb forgatónyomaték rátával rendelkeznek, mint az ugyanekkora (méretű) modern motorok. Ha nem tudja őket teszteleni, előfordulhat, hogy azt tapasztalja, hogy véletlenül demagnetizálótak, tehát használhatatlanná váltak. Kivéve, ha Ön a tudásában és tapasztalatában nagyon magabiztos, a tengelyvezérlőket érdemes megvásárolni olyan ellátóktól, akik garanciát is vállalnak a termékért. Ha megfelelőt vásárol, csak egyszer kell vásárolnia.
A tengelyhajtásra vonatkozó számítások összessége nagyon bonyolult lenne és különben is, lehetséges, hogy nem is áll minden szükséges adat a rendelkezésére (pl.: mi a maximális használni kívánt forgácsolóerő). Ennek ellenére, szükséges néhány számítás a siker érdekében.
Ha csak áttekintésként olvassa a kézikönyvet, átgorhatja ezt a bekezdést.
A számítások bővebb részleteit az ötödik fejezetben találja.
1. példa – MARÓ ASZTAL KERESZTSZÁN
A legkisebb lehetséges mozgástávolság (lépés) ellenőrzésével kezdünk. Ez a gépen végzett munka pontosságának abszolút korlátja. Ezután a gyorsjárati sebességeket és foratónyomatékot ellenőrizzük.
Példaként azt feltételezzük, hogy egy keresztszán (Y tengely) meghajtását tervezzük. 0,1” emelkedésű egy bekezdésű menettel rendelkező golyósorsót használunk. Célunk egy 0,0001” minimális mozgás (lépés). Így ha közvetlenül kapcsolódik az orsóhoz, akkor ez a motortengely fordulatának 1/1000-ét jelenti.
Léptetőmotoros szán
A léptető motor minimális lépése a vezérlésétől függ, és általában 200 egész lépést tesz meg fordulatonként. Mikro léptetés használata szükséges ahhoz, hogy az előtolási sebesség egész tartományán finom mozgatás történhessen és több olyan vezérlő van, amely megenged 10 mikrolépést egész lépésenként. Ez a rendszer minimális lépésként egy fordulat 1/2000 részét adja, ami már jó.
Most nézzük a gyorsjárati sebességet. Óvatosan tételezzük fel, hogy a maximális motorsebesség 500 fordulat/perc. Ez 50 inch/perc sebességet jelent, vagy azt, hogy kb. 15 másodpercet igényel a teljes szánút megtétele. Ez kielégítő, habár nem látványos.
Ennél a sebességnél a mikroléptetéses motormeghajtás elekronikája 16.666 (500 x 200 x 10 / 60) impulzus per másodpercet igényel. Egy 1 GHz-es PC-n a Mach3 35.000 impulzus per másodpercet fog előállítani, egyidejűleg a hat tengely mindegyikén. Tehát itt nincsen probléma.
Most a gép által megkívánt forgatónyomatékot kell kiválasztanunk. Ennek a megmérésére az egyik lehetséges mód az, ha a gépet a legnagyobb terhelésre állítjuk be (amit úgy gondolunk, hogy valaha használni fogunk), és a szán kézikerekén lévő hosszú emelőrúd (mondjuk 12”) végét egy nullázott skálájú rugós konyhai mérleggel forgatjuk. A forgácsolás nyomaték igénye (uncia-inch-ben) a mérlegen leolvasható erő (unciában) x 12”. A másik mód az, hogy egy már ismert, ugyanolyan típusú szánnal és orsóval rendelkező gép motorjának méretét és specifikációját használjuk.
Mivel a gyors előtolási sebesség elfogadható, betervezhető egy 2:1-es lassítású hajtómű (például fogazott-szíj hajtás), ami megközelítőleg megduplázza az elérhető nyomatékot a csavarorsón.
Szervo motoros szán
Ismét egy lépés nagyságát nézzük. A szervo motor rendelkezik egy enkóderrel, amely a vezérlő elektronikáját informálja a helyzetéről. Ez egy lyukacsos lemezből áll, és négy négyszögjel (quadrature) impulzust generál, a lemez minden lyukára. Tehát, egy 300 lyukkal rendelkező lemez 300 ciklust generál fodulatonként (CPR, cycles per revolution). Ez a kereskedelmi forgalomban kapható enkódereknek elég alacsony. Az enkóder elekronikája 1200 négyszögjel szám per motortengely fordulat (QCPR, quadrature counts per revolution) kimenetet ad.
A szervó meghajtó elektronika rendszerint egy négyszögjel-szám per bemeneti léptető-impulzussal forgatja a motort. Egyes jóminőségű szervó elektronikák szorozzák és/vagy osztják a léptető-impulzusokat egy konstanssal (pl. 1 léptető-impulzusnyi mozgás tartozik 5 négyszög impulzushoz vagy 36/17 impulzus). Ezt gyakran elektronikus áttételnek nevezik.
Mivel egy szervó motor maximális fordulatszáma körülbelül 4000 fordulat per perc, természetesen egy fordulatszám csökkentő mechanikus hajtás szükséges, 5:1 tűnik ésszerűnek. Ez 0,0000167” per lépés, ami sokkal jobb, mint a megkövetelt (0,0001”).
Mekkora lesz a maximális gyorsmeneti sebesség? 35000 léptető-impulzus per másodpercnél [35000/(1200 * 5)]=5,83 vezérorsó fordulat per másodperc adódik. Ez megfelelő a körülbelül 9 másodperc alatti 5” szánút esetén. Megjegyzendő azonban, hogy a fordulatszámot a Mach3 impulzus sűrűsége határolja nem pedig a motor fordulatszáma. Ez csak körülbelül 1750 fordulat per perc a példában. A korlátozás rosszabb lenne, ha az enkóder több impulzust adna fordulatonként. Gyakran szükséges elektronikus áttétellel rendelkező szervó elektronika használata ennek a korlátnak az átlépéséhez, ha Önnek magas számlálású enkóderei vannak.
Végül a lehetséges nyomatékot kellene vizsgálni. Szervómotoron kevésbé szükséges a biztonsági ráhagyás, mint a léptetőmotoroknál, mert a szervó nem szenved el lépésvesztést. Ha a gép által igényelt nyomaték nagyon magas, akkor a motor túlmelegszik, vagy a meghajtó elektronikán túláram hiba keletkezik.
2. példa – maró Állvány meghajtása
Állványos maróknál szükség lehet legalább 60” elmozdulásra az állvány tengelye mentén, és egy golyósorsó ennél a hossznál költséges és nehézkes lenne a por elleni védelme. Számos tervező a lánc és lánckerék hajtást választja.
Választhatunk egy minimum 0,0005”-es lépésméretet. A hajtás 20 fogú, ¼” osztású lánckerékkel 5” állvány-elmozdulást eredményez lánckerék fordulatonként. Egy léptetőmotor (tíz mikrolépéses) 2000 lépés per fordulatot ad, tehát egy 5:1 lassítás (szíj- vagy fogaskerék hajtómű) szükséges a motor és a lánckerék tengelye között. [0.0005" = 5"/(2000 x 5)]
Ennél a tervnél, ha 500 fordulat per percre veszünk fel a léptetőmotor fordulatszámát, akkor a gyors előtolás 60”-en, elhanyagolva a gyorsítási és lassítási időt, 8,33 másodperc alatt menne végbe, ami elfogadható.
A nyomaték kalkulkulálása ennél a gépnél többszörösen bonyolultabb, mint a keresztszánnál, azért, mert az állvány gyorsítás és lassítás közben tehetetlen tömegének mozgatása valószínűleg fontosabb szerepet játszik, mint a forgácsoló erő. Egyéb tapasztalatok vagy kisérletek jó útmutatást adnak. Ha Ön csatlakozik az Artsoft Master5/Mach1/Mach3 felhasználói csoportjához a Yahoo!-n, akkor elérheti egyéb felhasználók százszámra elvégzett kisérleteit.
A Mach3 mindegyik lépéshez ad egy impulzust (logikai 1) a Step kimenetre, amit a tengelynek meg kell tenni. A Dir kimenetet be kell állítani a Step impulzus megjelenése előtt.
A logikai hullámforma a 4.4. ábrán láthatóhoz hasonló. Az impulzusok közötti kisebb hézag nagyobb léptetési sebességet eredményez.
A meghajtó elektronikák általában az aktív „lo” konfigurációt használják a Step és Dir jelekhez. A Mach3-ban ezeket a kimeneteket aktív „lo”-ra kell beállítani.

4.4.
Ábra Léptető impulzus hullámforma

4. 5. ábra
A hibásan konfigurált kimenet megváltoztatja a léptetés hullámformáját
Ha ez nincs rendben, akkor a Step jel ugyanúgy fel-le mozog, de a vezérlő azt hiszi, hogy az impulzusok közötti szünetek az impulzusok, és fordítva. Ez gyakran a motor durva és megbízhatatlan futását eredményezi. A 4.5. ábrán látható a „megfordított” impulzus.
A végálláskapcsolók arra használatosak, hogy megakadályozzák a tengelyek túlmozgását, ami kárt tehet a gép szerkezetében. Természetesen futatthataja a gépét ezek nélkül is, de a beállítások legkisebb hibája is rengeteg kölséges kárt okozhat.
A tengely home (referencia) kapcsolóval is rendelkezhet. A Mach3 egy (vagy mindegyik) tengelyt a home (referencia) pozícióba történő mozgásra utasíthatja. Ez bármikor végrehajtható kell, hogy legyen, ha a rendszer be van kapcsolva, tehát ismeri a tengelyek pillanatnyi pozícióját. Ha nem gondoskodik home (referencia) kapcsolóról, akkor Önnek kell a tengelyeket szemmértékkel egy referencia pozícióba mozgatni. Egy tengely home (referencia) kapcsolója bármilyen koordináta pozícióban lehet, Ön határozza meg a helyzetét. Azaz a home (referencia) kapcsolóknak nem kell a gépi nullponton lenniük.
Ahogy láthattuk, minden tengelynek három kapcsolóra van szüksége (azaz, végálláskapcsolókra az út két végén és egy home (referencia) kapcsolóra). Tehát egy alap marógépnek ehhez kilenc párhuzamos port bemenetre lenne szüksége. Ez nem igazán jó, mivel egy párhuzamos portnak csak 5 inputja van! A problémát háromféleképpen orvosolhatjuk:
¨A végálláskapcsolókat külső logikához csatlakoztatjuk (pl.: a vezérlő elektronikájában) és ez a logika kikapcsolja a vezérlést/vezérlőt a végállás elérésekor. A külön referencia kapcsolók Mach3 inputjaihoz vannak csatlakoztatva.
¨Egy tűnél megosztjuk egy tengely összes inputját és a Mach3 felelős mind a limitek ellenőrzéséért, mind a home (referencia) pozíció észleléséért.
¨A kapcsolókat egy billentyűzet emulátorhoz illesztjük.
Az első módszer a kötelező és egyben a legjobb is nagyon nagy, drága vagy gyors gépeknél, ahol a mechanikai károk megelőzése nem bízható szoftverre és annak kiépítésére. A vezérlő elektronikához csatlakoztatott kapcsolók inteligensek és csak akkor engedik meg a kapcsolótól távolodó mozgást, ha a végállást elértük. Ez biztonságosabb, mint a végállás letiltása, tehát a felhasználó a gépet elmozgathatja a végállásokról, de csak egy kifinomult hajtás meglétében bízva.
Egy kis gépen, ha a második eljárást használja, még mindig lehetséges csupán 3 input használata a Mach3-hoz egy háromtengelyes marónál (illetve négy egy állványos típusú gépnél – lásd Slaving) és csak két kapcsoló szükséges, mivel egy végállás és egy referencia (kapcsoló) osztozhatnak egy kapcsolón.
A billentyűzet emulátor reakcióideje jóval lassabb, mint a párhuzamos porté, de kielégítő olyan gépek végálláskapcsolójához, amelyek nagysebességű előtolás nélküliek. Megépítésének részleteit lásd A Mach3 testreszabása (Mach3 Customisation) c. kézikönyvet.
A
kapcsolók kiválasztásánál különféle döntéseket szükséges hoznia:

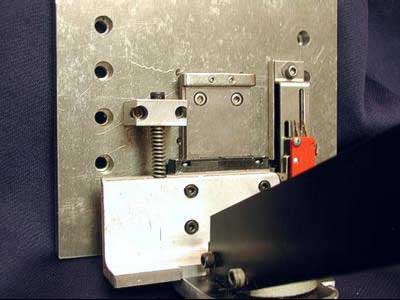
4.6. ábra
Végálláskapcsoló – az asztalra szerelt mikrokapcsoló, melyet a gépágy működtet.

4.7. ábra Két NC contact kapcsoló logikai VAGY funkcióban
Ha két kapcsolót tervez egy inputot megosztva, úgy kell őket csatlakoztatni, hogy akármelyikük működése esetén a jel logikai "1" legyen (azaz a logikai VAGY funkció). Ez mechanikai kapcsolóknál könnyen megoldható. Ha normálisan záró érintkezéseik vannak és sorosan kapcsoltak, ahogyan az a 4.7-es ábra is mutatja, akkor bármelyik kapcsoló működésekor egy aktív „hi” jelet fognak küldeni. Jegyezze meg, hogy megbízható működéshez „fel kell húznia” a bemenetet a párhuzamos porthoz. A mechanikus kapcsolóknak egy jelentős áramot kell átvinni (a 470 ohm ellenállás esetén adódó áram körülbelül 10 milliamper). Mivel a kapcsolók vezetéke elég hosszú, és hajlamos felszedni a zajt, győzőjön meg arról, hogy a bemenet jól kapcsolódik a 0 Voltos oldalhoz (a szerszámgép kerete ehhez nem kielégítő) és megfontolandó árnyékolt kábelt használni árnyékolt csatlakozással a vezérlője földelés csatlakozójához.
Ha elektronikus kapcsolókat használ, mint egy LED-del és fototranzisztorral rendelkező résérzékelő, akkor szükséges egy bizonyos fajta OR (vagy) kapcsolás (ami lehet egy „drótozott-or” ha egy aktív „lo” bemenet nyitott kollektorú tranzisztorokkal hajtott).
Az optikai kapcsolók, ha a hűtőfolyadéktól védve vannak, jók lehetnek fémmegmunkáló gépeken, de hajlamosak a hibás működésre fa por esetén.
Nem használhatók mágneses kapcsolók (rezgőnyelves kapcsolók vagy Hall-effektusos eszközök) olyan gépen, ami vastartalmú fémet forgácsol, vagy vaspor rakódhat a mágnesre.
A műveleti pont megismételhetősége (ismétlési pontosság), főleg mechanikai kapcsolóknál, nagyban függ a kapcsoló minőségétől és a szerelése, valamint a mozgatóeszköze merevségétől. A 4.6. ábra szerinti beállítás nagyon pontatlan lenne. Az ismétlési pontosság nagyon fontos azoknál a kapcsolóknál, amiket home (referencia) kapcsolónak használunk.
A túlfutás a kapcsolónak az a mozgása, ami aztán történik, hogy (a kapcsoló) működött. Végálláskapcsolóknál a hajtás tehetetlensége okoz ilyen esetet. A 4.7. ábra szerinti optikai kapcsolóknál, feltéve, hogy a szárny elég hosszú, ez nem okoz ilyen nehézséget. Egy mikrokapcsoló korlátlan túlfutást tesz lehetővé egy rámpára felfutó görgővel alkalmazva (lásd 4.11. ábra). A rámpa lejtése azonban csökkenti a kapcsoló ismétlési pontosságát. Gyakran van arra lehetőség, hogy egy kapcsolót használjunk mindkét végálláshoz két rámpát vagy szárnyat alkalmazva.
A kapcsolók felszerelési pozíciója gyakran kompromisszumként születik meg aközött, hogy távoltartsuk őket a forgácstól és porttól, és hogy inkább rugalmas, mint rögzített vezetékeket használjunk.
Például a 4.6-os és a 4.8-as ábrán mindkét esetben az asztal alá szerelték a kapcsolókat, annak ellenére, hogy egy mozgó kábelre van szükség, mert ott sokkal védettebbek.

4.8.
ábra - Asztalra szerelt szárnyas optikai kapcsoló hibásan szerelve a gépre

4.9.
ábra A gépkeret által működtetett kapcsolók a mechanikus ütközők mellőzésével.

4.10. ábra Maró X=0, Y=0 pozícióban lévő szerszámmal
Kényelmes lehet egy mozgzó kábel használata két vagy több tengelyhez tartozó vezetékekkel (pl. egy állványos maró X és Y-tengelyének kapcsolói lehetnek magán a marón és a Z-tengely egy nagyon rövid kábelhurokkal kapcsolódhat a másik kettőhöz). Ne engedjen a többeres kábel csábításának a motor és a kapcsolók kábelezésénél. Két különálló kábel együttes futtatása nem okoz problémát, ha mindkettő árnyékolt (zsinórral vagy fóliával) és ezeket az árnyékolásokat a vezérlő elekronika egy közös pontján leföldelik. Segítséget jelenthet, ha megfigyeli a kereskedelmi forgalomban kapható gépeket és a Master5/Mach1/Mach2 példa képeit, illetve a Yahoo! segítségével még több ötletet és technikát keres a kapcsolókat illetően.
Ez a rész olyan kis gépek konfigurálására vonatkozik, ahol a kapcsolók inkább a Mach3, mint a külső EStop (vészstop) logikáját irányítják.
Ennek teljes megértéséhez el kell olvasnia az 5. fejezetben található részt is, amely a Mach3 konfigurálásáról szól, habár az alapelv nagyon egyszerű. A két végállás kapcsolót egy bemenethez kapcsoljuk (vagy egy kapcsolót használunk és két szárnyat vagy rámpát). Ön határoz meg egy irányt mozgási irányként a referencia kapcsoló keresésekor. A végálláskapcsoló (szárny vagy rámpa) a tengely azon végén egyben home (referencia) kapcsoló is.
Normál használatban, amikor a Mach3 egy tengelyt mozgat, és észleli, hogy annak végállás inputja aktiválódik, leáll (mint egy vészstop) és jelzi, hogy a végállásra futott a gép. Nem fogja tudni a tengelyt mozgatni, hacsaknem:
1) Az Auto limit override (Automatikus végállás felülbírálás) be van kapcsolva (a Beállítások képernyőn található kapcsoló gombbal). Ebben az esetben a Reset gombra kattinthat és lemozdulhat a végálláskapcsolóról. Ezután referencia felvételt kell végezni a géppel.
2) Az Override limits (Végállások felülbírálása) gombra kattint. Egy villogó piros LED figyelmezteti Önt az ideiglenes túlhajtásra. Ez újból megengedi Önnek a Reset használatát és a kapcsolóról való lemozdulást, és eztán önmagát, illetve a villogó LED-et is kikapcsolja. Újból szükséges lesz a gép referencia felvétele. Egy inputot is meghatározhat a végálláskapcsolók túlhajtására.
Megjegyzendő, hogy annak ellenére, hogy a Mach3 korlátozott mozgatási sebességet használ, egyik esetben sem lesz elkerülhető a kapcsolón való áthaladás és esetleg a mechanikus megállítással okozott tengelytörés. Legyen nagyon óvatos.
Amikor a meghatározott home (referencia) kapcsolókkal rendelkező tengellyel (vagy tengelyekkel) kíván referenciát felvetetni (gombbal vagy G-kóddal), akkor az a tengely addig fog a meghatározott irányba mozogni (egy választható alacsony fordulatszámon), amíg a home (referencia) kapcsolója működni nem kezd. A tengely eztán „visszamozog” a másik irányba, így kikapcsolva a kapcsolót. Referencia felvétel közben a végállások hatástalanok.
Amikor
egy tengely referenciapontra állt, akkor nulla vagy más, a
Config>State
párbeszédablakban beállított érték betöltődik abszolút gépi koordinátaként a
tengely DRO-ba. Ha nullát használ, akkor a
home (referencia) kapcsoló pozíciója egyben a tengely gépi nulla pozíciója is.
Ha a refernciapont egy tengely negatív irányába esik (X-nél és Y-nál
megszokott), akkor lehetséges, hogy -0,5” körüli értéket kap a DRO-ba betöltendő
referenciának. Ez azt jelenti, hogy a referencia pont fél inch-re van a
végállástól. Ezzel veszít egy kicsit a tengely az útjából, de ha a referencia
pontba való mozgatáskor túlszalad, nem botlik bele véletlenül a végállásba. A
probléma más megoldásához lásd a Szoftveres határok c. fejezetet.

4.11. Ütközőkkel működtetett egy darab kapcsoló
Ha referencia pont felvételre utasítja a Mach3-at, mielőtt leállna a megnyomott kapcsolóról, akkor az ellenkező irányba fog mozdulni a tengely (mert úgy tekinti, hogy már a home (referencia) kapcsolón van) és megáll, amikor lemozdult a kapcsolóról. Ez rendben van akkor, ha Ön rendelkezik egy külön home (referencia) kapcsolóval, vagy a tengely referenciakapcsolóval közös végállás kapcsolójáról van szó. Viszont ha a másik végállás kapcsoló van megnyomva (és ezt a Mach3 nem tudhatja, mivel megosztottak), akkor a tengely addig mozog a pillanatnyi home (referencia) pozícióból, amíg el nem törik. Tehát a tanácsunk a következő: mindig mozduljon le óvatosan a végálláskapcsolóról, és eztán álljon referencia pontra.
A végálláskapcsolóktól távoli home (referencia) kapcsoló
Nem miden esetben kényelmes a home (referencia) kapcsolót az út végállására helyezni. Gondoljunk csak egy nagy mozgástartományú oszlopos maróra, vagy egy nagy hosszmaróra. A Z-irányú mozgás az oszlopon 8 láb is lehet, és ezt igen lassú lenne valódi forgácsolás nélkül megtenni. Ha azonban a home (referencia) pozíció az oszlop tetején van, akkor a referencia pontra állítás közel 16 lábnyi lassú Z utat foglal magában. Ha a referencia pozíciót az oszlop felének magasságában választjuk meg, akkor az idő is megfeleződik. Ilyen gép esetében ajánlott
(1) egy külön home (referencia) kapcsoló használata a Z-tengelyen (azaz szükség lesz még egy bemenetre a párhuzamos porton, de ez még mindig csak négy bemenetet jelent egy háromtengelyes gépnél), illetve
(2) a Mach3 azon képességének kihasználása, hogy a referencia pontra állás után bármilyen érték beállítható a tengely DRO-ban, azért, hogy a gépi koordinátarendszer Z-tengelyének nullpontja az oszlop tetején legyen.
Különálló nagypontosságú home (referencia) kapcsoló
Nagypontosságú gépeken az X és Y-tengelyeknek külön home (referencia) kapcsolójuk lehet, a kívánt pontosság elérése érdekében.
Több tengelyhez közösen csatlakoztatott végállás kapcsolók
Mivel a Mach3 nem észleli, hogy mely tengely mely végállására futott a gép, ezért minden végállás összeköthető VAGY-kapcsolatban és betáplálhatóak egy közös végállás bemenetbe.
Így minden egyes tengelynek lehet saját referencia kapcsolója a referencia bemenetre csatlakoztatva. A három-tengelyes gépeknek továbbra is csak négy kimenetre van szükségük.
Több tengelyhez közösen csatlakoztatott home (referencia) kapcsolók
Ha tényleg híján van a Mach3 kimeneteknek, akkor létesíthet VAGY-kapcsolatot a home (referencia) kapcsolókkal és definiálhatja ehhez a jelhez az összes referencia bemenetet. Ebben az esetben egyszerre csak egy tengelyt állíthat referencia pontra –tehát el kell távolítania a REF All gombot a képernyőről- és az összes home (referencia) kapcsolónak a megfelelő tengely útjának a végén kell lennie.
Követés
Egy állványos marón vagy routeren, ahol az állvány két „lába” külön motorral vezérelt, minden motort a saját (hozzá tartozó) tengelyének kell vezérelnie. Feltételezzük, hogy az állvány az Y-irányban mozog, akkor az A-tengelyt linárisként (azaz nem-forgóként) kell definiálnunk és az A-nak az Y-t kell követnie – a részletekért lásd az ötödik fejezetben a Mach3 konfigurálása című részt. Mindkét tengelynek kell, hogy legyen végállás- és home (referencia) kapcsolója. Normál használatban mind az Y, mind az A pontosan ugyanazokat a Step és Dir utasításokat kapja a Mach3-tól. A referencia pontra állítás műveletének végrehajtásánál a tengelyek együtt mozognak egészen a referencia pontra állás utolsó részéig, ami a home (referencia) kapcsolókról történő lemozdulást jelenti. Ekkor úgy fognak mozogni, hogy mindegyik ugyanakkora távolságra áll le a saját kapcsolójáról. Így tehát a referencia pontra állás az állvány bármely olyan befeszülését (racking) (azaz négyszögletességének eltorzulását) kijavítja, ami a gép kikapcsolásakor, vagy esetleg lépésvesztés miatt keletkezik.
A Mach3-ban három különféle módon irányítható a főorsó, vagy ezeket figyelmen kívül hagyva irányíthatja manuálisan is.
1. Relé/kontaktor vezérléssel motor BE (óramutató irányával megegyező, vagy ellentétes) és motor KI
2. Step és Dir impulzusok által vezérelt motor (pl.: a szervomotoros főorsó)
3. PWM-mel (impulzus-szélesség modulációval) vezérelt motor
1. BE/KI motorvezérlés
Az M3 utasítás és egy képernyő gomb azt követeli meg, hogy a főorsó az óramutató járásával megegyező irányba induljon. Azt M4 utasítás azt kívánja meg, hogy a főorsó az óramutató járásával ellentétes irányban indujon el, az M5 utasítás pedig a főorsó megállását okozza. Az M3 és M4 utasítások konfigurálhatóak külső kimeneti jelek aktiválására, amik a párhuzamos porton lévő output tűkön jelennek meg. Ezek után összekötjük ezeket a kimeneteket (esetleg relével) a gép motor kontaktorjainak vezérléséhez.
Habár ezek a hangok lényegre törőnek tűnnek, a gyakorlatban nagyon óvatosnak kell lenni. Kivéve, ha valóban szükséges a főorsót visszafelé forgatni, az a legjobb, ha az M3 és M4 utasítást egyformaként kezeljük, vagy engedélyezzük az M4 utasításnak, hogy aktiváljon egy jelet, amelyet nem csatlakoztathatunk semmihez.
Természetesen lehetséges -hibaszituációban-, hogy az óramutató járásával megegyező és ellentétes jelek egyidejűleg aktívak. Ez a kontaktoroknál hálózati rövidzárlatot okozhat. Speciális, mechanikus reteszelésű irányváltó kontaktorok kaphatók, és ha engedélyezett a főorsó óramutató járásával ellentétes forgatása, ezt kell használni. Egy másik nehézség, hogy a G-kód definíció szerint engedélyezett az M4 utasítás kiadása, mialatt a főorsó egy M3 hatására óramutató járásával megegyezően forog (és fordítva). Ha a főorsót egy AC motorral hajtjuk meg, és éppen irányt váltunk amikor teljes fordulatszámmal forog a főorsó, nagyon nagy erők ébrednek a gép mechanikai hajtásában, és valószínűleg kiolvad az AC bíztosíték vagy kiold a megszakító. A biztonság kedvéért illesszen be várakozási időt a kontaktorok működtetésébe, vagy használjon modern inverter-hajtást, ami megengedi az irányváltást a motor forgása ellenére.
Lásd még a relé működtető jelek korlátozott számáról szóló megjegyzést a Hűtés című fejezetben.
2. Step és Dir impulzusok által vezérelt motor
Ha a főorsó motorja egy szervómotor Step/Dir hajtással (a tengelyhajtásokhoz hasonlóan), akkor két kimeneti jelet kell konfigurálni a fordulatszám és a forgásirány vezérléséhez. A Mach3 figyelembe veszi a motor és a főorsó között lévő szíjhajtás vagy fogaskerék hajtómű módosítását. További részletek a Motor Tuning cím alatt az 5. fejezetben találhatók.
3. PWM-mel (impulzus-szélesség modulációval) vezérelt motor
A Step/Dir vezérlés egy lehetőségeként a Mach3 egy impulzus-szélesség modulált jelet ad ki, ami a teljes és a kívánt fordulatszám arányának felel meg. Például az adott ciklus jelét feszültséggé konvertálhatjuk (a 0% ideig tartó PWM jel 0Voltot, az 50% 5Voltot, a 100% 10Voltot ad) és ezt használhatjuk egy változtatható frekvenciájú áramátalakítós hajtású indukciós motor vezérléséhez. A PWM jel felhasználható egy szimmetrikus tirisztor (triac) vezérléséhez egy egyszerű DC fordulatszám vezérlőben.
A 4.12 és 4.13 ábrákon egy, kb. a ciklus 20%-ának és egy, a ciklus 50%-ának megfelelő impulzus-szélesség látható.
Azért, hogy a PWM főorsó fordulatszám jel a forgatáshoz közvetlenül megfelelő legyen (valójában általánosan közvetlen feszültség használható a fordulatszám változtató hajtás bemenetén, de érti mire gondolunk), az impulzus jelet transzformálni kell. Lényegében egy áramkört kell használni az impulzus-szélesség modulált jel átlagának megállapításához. Ez az áramkör egy egyszerű kondenzátor és ellenállás, vagy többszörösen összetett, attól függően, hogy
(a) lineáris az összefüggés a szélesség és a végső kimenő feszültség között
(b) a
fordulatszámra reagálva kell változtatni az impulzus-szélességet.

4.12. Ábra. Egy 20% impulzus-szélességű modulált jel

4.13. Ábra. Egy 50% impulzus-szélességű modulált jel
Önnek ügyelnie kell arra, hogy sok olcsó PWM vezérlő elektronikájának inputjai nincsenek elszigetelve a hálózattól. További részletek találhatók a Mach2DN site fórumán és fájlterületén, valamint a „PWM converter” vagy „PWM Digispeed” keresőszavaknál a Google vagy más Ön által kedvelt keresőgépen.
A PWM jel egy kimenet a Spindle Step (főorsó léptetés) tűn. Önnek speciális védelmet kell biztosítani a motor kikapcsolásához alacsony sebességnél történő Motor Clockwise/Counterclockwise kimenetek használatával.
Sok felhasználó tapasztalta, hogy a PWM és egyéb főorsó fordulatszám változtató hajtás komoly elektromos zaj forrása, és ez problémákat eredményez a gép tengelyhajtásainál, végálláskapcsolóinál stb.). Ha Ön ilyen főorsó hajtást használ, akkor erősen javasolt egy optikai leválasztó kártya beszerzése, illetve ügyeljen arra, hogy leárnyékolja a kábeleket, valamint, hogy a tápkábeleket és a vezérlőkábeleket néhány inch távolságra vezesse egymástól.
Kimeneti jeleket használunk a permet- és folyó hűtés szelepeinek vagy szivattyúinak vezérléséhez. Ezek képernyőgombokkal és/vagy az M7, M8, M9 utasításokkal aktiválhatók.
Megjegyzés: Amíg a Mach3-nak hat relé kimenete van, ezek közül csak három jel áll rendelkezésre ahhoz, hogy megosszuk a négy funkció között (főorsó óramutató járásával megygyező, illetve ellentétes forgatása, folyó hűtés és permet hűtés). Önnek kompromisszumot kell kötnie a gépe tervezésekor.
A Mach3 egy plazmavágó pisztolyát és asztalát vezéreli. A Mach3 jeleket fogad a plazmavágó vezérlőjéből a pisztoly munkadarabhoz képest történő fel- és lefelé mozgatásához azért, hogy biztosítsa az optimális vágási feltételeket. A THC megméri a csúcs feszültségét, ami arányos a rés távolságával, és egy logikai „lo” jelet ad ki egy vagy két tűre (az Input Pin Setup-nál a Designated Up and Down beállítás) a Z-tengely vezérléséhez. A THC a plazmavezérlőtől is fog egy jelre várni, hogy megbizonyosodjon arról, hogy az ív stabilizálódott a vágó mozgás elindulása előtt. A THC-t többnyire magára a pisztoly rugós tartójára szerelve kényelmes beállítani egy speciális referencia kapcsolóval, a Z-tengelyen. A 4.14. ábrán látható erről egy lehetséges elrendezés.
Egy referencia felvevő művelet kikapcsolt pisztollyal a munkadarab felszínét érinti, lefelé irányuló mozgást folytat, és túlfut a kapcsolón egy fix távolsággal. A rugó kiegyenlíti ezt a túlfutást. A pisztoly visszahúzódik ezzel a fix távolsággal plusz egy akkora réssel, amit a minden vágás kezdetéhez szükséges átlyukasztás kíván meg. Ez megfelel a Z=0 beállításának. A Z-tengely nullpontja az anyag felszínéhez viszonyítva kerül beállításra, és a kezdeti átlyukasztás magasságát valamint a vágás kezdőmagasságát az alkatrészprogram kódja tartalmazza.
Ha Ön
nem végez kiterjedt kísérleteket ilyen típusú berendezéssel, akkor különösen
jelentős azon korábbi tanácsunk megfogadása, hogy egy komplett, már
illesztett és támogatott terméket vásároljon. Mivel a pisztoly nagy feszültséget
és nagy áramot használ, veszélyes, és az elektromos zaj nehézségeket okoz a
PC-nek és a tengely-hajtásoknak. A korrekt módon használt csillagpontos
földelési stratégia életbevágóan fontos a sikerhez. A Web-en történő keresés
olyan termékeket fog feltárni, amiket speciálisan a Mach3 használatához
terveztek.
4.14. Ábra. A pisztoly rugós tartójára szerelt referencia kapcsoló.
Az A forgó tengelyt úgy konfigurálhatjuk, hogy elforduljon, azért, hogy egy késszerű szerszám az XY-síkon végzett G1 mozgás irányára érintőleges legyen. Ez megvalósítható fólia vagy textil vágásakor teljes mértékben vezérelt késnél.
Megjegyzés: A jelenlegi verzióban ez a szolgáltatás nem működik ívek esetén (G2/G3 mozgások). Az Ön feladata a görbéket G1 mozgások sorozataként programozni.
A Mach3-at egy digitalizáló tapintóhoz kell csatlakoztatni egy mérő és digitalizáló rendszer készítéséhez. Van egy bemeneti jel, ami jelzi, ha a tapintó érintkezik és egy kimeneti jel intézkedik, arról, hogy egy érintkezésmentes tapintó (pl. lézer) tegyen egy leolvasást.
Ahhoz, hogy a tapintó használható legyen, egy pontosan gömb alakú vég szükséges (vagy legalább egy észe a gömbnek) a főorsóba szerelve úgy, hogy annak középpontja pontosan a főorsó középvonalába essen, és állandó távolságra legyen egy fix ponttól (pl. a főorsó végétől) Z-irányban. Hogy alkalmas legyen nem fémes anyagok tapintására (sok digitalizálandó modellt habból, MDF-ből vagy műanyagból készítenek), kell bele egy kapcsoló, amely a csúcs bármely (X, Y, vagy Z-irányú) kis kitérését jelzi. Ha a tapintót automatikus szerszámcserélővel használjuk, akkor annak vezeték nélkülinek kell lennie.
Ezek a követelmények már túl nagy kihívást jelentenek a tapintóba tervezőjének, hogy mindezt házi műhelyében megépítse, viszont a kereskedelmi tapintók nem olcsók.
A fejlődés azt eredményezte, hogy lézer tapintók használata is lehetséges.
A Mach3-nak négy pár bemenete van, ezek mindegyikéhez csatlakoztatható egy négyszögjel kimenettel rendelkező enkóder (ezek jellemzően üvegskálás enkóderek – a 4.16. ábra szerint). A Mach3 kijelzi ezen enkóderek mindegyikének a pozícióját az erre szolgáló DRO-ban. Ezek az értékek kitölthetők és bementhetők a fő tengely DRO-kba.
Belülről nézve az enkóder egy üveg (vagy néha műanyag) csík egyenes vonalkázással (pl. gyakran 10 mikron szélességben) egy megfelelő méretű tiszta helyen elkülönítve. A vonalazáson átjutó fény hatására a fotótranzisztor egy jelet ad, mint ahogy azt A is mutatja a 4.15. ábrán. Egy egész ciklus 20 mikron mozgásnak felel meg.
Egy –az előzőtől 5 mikron távolságra elhelyezett- (másik) lámpa és fotótranzisztor B jelet ad egy ciklusnegyeddel arrébb az A jeltől (a neve ezért quadrature).
A teljes magyarázat
elég hosszú, de jegyezze meg, hogy minden 5 mikron elmozdulásnál változik a jel,
tehát a skála felbontása 5 mikronos.

4.15.
Ábra. Quadrature jelek

4.16. Ábra. Üvegskálás enkóder (beépítés előtt)
Mit mond el a változások sorozata a mozgásirányról. Például, ha B „lo”-ról „hi”-re vált, amikor az A értéke „hi” (x pont), akkor jobbra mozdultunk a megjelölt startponttól, míg ha B „hi”-ről „lo”-ra vált, amikor az A értéke „hi” (y pont), akkor balra mozdultunk a startponttól.
A Mach3 logikai jeleket vár. Bizonyos üvegskálás (pl. egyes Heidenhein modellek) analóg szinuszhullámot adnak. Ez lehetővé teszi, hogy intelligens elektronikák 5 mikronnál magasabb felbontásra interpoláljanak. Ha Ön ilyeneket akar használni, akkor ki kell négyszögesíteni a hullámformát egy műveleti erősítő/összehasonlító-val. TTL kimenetű enkóderek közvetlenül a párhuzamos port bemeneti tűihez csatlakoztathatók, de mivel a zaj hamis számolást eredményez, ezek miatt jobb, ha egy Schmitt trigger chip-ként ismert megoldással végzi az illesztést) A skálák egyenáramú (általában 5 Volt) táplálást igényelnek a lámpákhoz és bármely bennük található vezérlő chipekhez.
Megjegyzés:
(a) Azért Ön nem használhatja olyan könnyedén a lineáris skálát, mert a szervó hajtás visszajelző enkódere - a mechanikai hajtás kis holtjátéka vagy ruganyossága esetén - instabillá teszi a szervót.
(b) Nem könnyű csatlakoztatni a szervó motorokon lévő forgó enkódereket az enkóder DRO-khoz. Ez a pozíció-kijelzővel ellátott tengelyek kézi műveleteinél vonzó megoldásnak tűnhet. A probléma az, hogy a szervó hajtáson belül a motor enkóderekhez 0 Volt használatos (általában), és szinte biztosan nem ugyanúgy 0 Volt van az Ön PC-jében vagy a leválasztó kártyájában. Ezek összecsatlakoztatása problémákat okoz – akármennyire vonzó lehetőségnek tűnik, ne tegye!
(c) A lineáris tengelyeken használt lineáris enkóderek fő előnye, hogy azok mérése nem függ a hajtó orsó, szíj, vagy lánc pontosságától vagy holtjátékától.
A Mach3-nak van egy bemenete egy vagy több, a főorsó forgása által generált impulzus számára. Ezek felhasználhatók a főorsó aktuális fordulatszámának kijelzéséhez, a szerszám és a munkadarab mozgásának koordinálására menetvágáskor, valamint a G87 fúróciklusnál a szerszám megfelelő irányultságának beállításához. A fordulatonkénti előtolás vezérléséhez kell inkább használni, mintsem a percenkéntihez.
A Mach3, ha helyesen
futtatják, egy körülbelül 12,5 kHz frekvenciájú állandó impulzussorozatot
bocsájt ki az egyik vagy esetleg mindkét párhuzamos portra. Ez a jel nem lesz
jelen a portokon, ha a Mach3 nincs betöltve, E-Stop (vész-stop) módban
van, vagy ha az impulzussorozat generátor valamilyen módon hibás. Ezt a jelet
használhatjuk egy kondenzátor feltöltésére (charge) egy dióda
„szivattyúval” (pump) (innen az elnevezés), aminek kimenete –a Mach3
épségét mutatva– engedélyezi a tengely- és főorsóhajtásokat stb. Ezt a funkciót
gyakran teljesítik a kereskedelmi leválasztó kártyák.

4.17. Ábra Enkóder-DRO-k
A Mach3 hat OEM Trigger bemeneti jelet tud fogadni, amelyekhez saját funkciókat rendelhetünk. Például ezek tesztelhetők a felhasználó által írt makrókban.
Ezekből a bemenetekből az első hármat a PC billentyűzet portjának billentyűzetkódjai emulálhatják, ahelyett, hogy fizikailag a párhuzamos porthoz kötnénk. A bemeneti emuláció felépítésével teljes részletességgel a Mach3 Customisation kézikönyv foglalkozik. A párbeszédablak beállítása az ötödik részben van ismertetve.
Az 1.sz. bemenet az alkatrészprogram futásának meggátlására használatos. Ezt mindenképpen csatlakoztassuk a gép védelme érdekében.
A hat Relay Activation (relé működtető) kimenetet már említettük a Főorsó vezérlés és Hűtés című fejezetekben. Bármelyik tartalékolható saját használatra és felhasználó által írt makrók vezérléséhez.
És egy záró gondolat – mielőtt elragadtatja magát a fejezetben lévő elég sok leehetőség megvalósítására, gondoljon arra, hogy nem áll rendelkezésére végtelen számú bemenet és kimenet. Szabályosan két párhuzamos porttal is csak tíz bemenet áll rendelkezésre az összes funkció támogatására, habár a billentyűzet emulátor segít felszabadítani több bemenetet, ezek nem használhatók fel az összes funkcióhoz. További részletek az 5. fejezetben találhatók.
![]()