Az extrudált polisztirol hab alkalmas öntőminta készítésére. Ez egy zártcellás hab, nedvességet nem képes felvenni, ezért előszeretettel alkalmazzák olyan épületszigetelési megoldásoknál, ahol ez a tulajdonsága fontos, pl. alapoknál. Ebből következik a beszerzési forrás, tűzépek, szigetelő centrumok, Baumax, Obi, stb.
Táblákban értékesítik, különböző
vastagságban, én eddig 20 mm, 60 mm, 100 mm, 120 mm-esekkel találkoztam. A tábla
méret kissé változó, utoljára 600x1250x120 mm-est vettem 3150 Ft áron, Roofmate
SL elnevezéssel, halványkék színben (mint a képeken).Úgy tűnik, ugyan azt a
terméket különböző fantázia nevekkel forgalmazzák.
A 20 mm-es tábla egész világos színű, nagyobb a sűrűsége, nem tömbből vágott,
hanem ilyen vastagságura extrudált, ezért a felülete sima fényes, szinte zsíros
tapintású.
A habot izzított huzallal, vagy mechanikusan lehet lehet megmunkálni. Nekem eddig még csak a hőhuzalos alakításban vannak tapasztalataim, így erről tudok beszámolni. A hőhuzalos megmunkálás lehet kézi és gépi.
Kézi megmunkálás
Egy egyszerű vágóberendezést kell
készíteni, mely áll egy alaplapból, melyre a huzalt tartó kar van szerelve,
valamint egy szabályozható törpefeszültséget szolgáltató váltakozó tápegység.
Az alábbi fotón még egy horizontálisan elhelyezett vágószálat is láthatunk,
mellyel a vastagság vágható, viszonylag nagy pontossággal.
A függőleges szál alsó részének rögzítését úgy oldottam meg, hogy az mimnél
távolabb kerüljön az alaplap furatától, különben nem lesz egyenletes a vágási
szakaszon a huzal hőmérséklete, és ez merőlegességi hibát okoz. A szál
merőlegességének beállítása a felső rögzítésnél történik, a szárnyasanya által
rögzített laposvasból kialakított elem segítségével.
A vágóhuzalt egy átvezető kerámiakondenzátor segítségével pozícionálom. A huzal
feszítését a tartókar rugalmassága biztosítja. A huzal a felső rögzítésből egy
mozdulattal kiemelhető, így lehetőség nyílik belső felületek, furatok gyors
megmunkálására.
Ø 0,5 mm, 3,5
Ω/m-es ellenállás huzalt használok, de vékony
acélhuzal is megfelelő, pl. gitárhúr.
A vágási sebességet, az
izzószál feszültségét, hab minőségét összhangba kell hozni, itt nem spórolható
meg a saját tapasztalat szerzése!
Tápegység: biztonsági transzformátor 230/12 V. A feszültség szabályozása a
primer oldalon történik, egy kiselejtezett porszívó szabályozójával. Ennek
beépítésénél figyeljünk az érintésvédelemre, mert ugye hosszú életűek szeretnénk
lenni!
Ez az olcsó szabályozási mód okoz némi 50 Hz-es zajt, de ez halk, a huzal ilyen
hosszon nem tud rezonálni, a vágást nem befolyásolja.
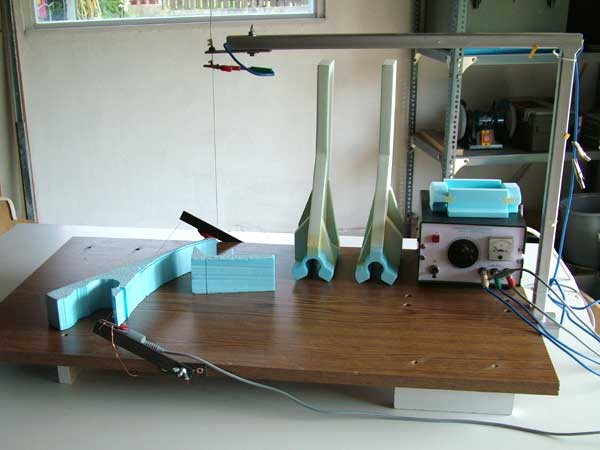
Kézi hőhuzalos vágó, állítható "vastagolóval" és függőleges száálal.
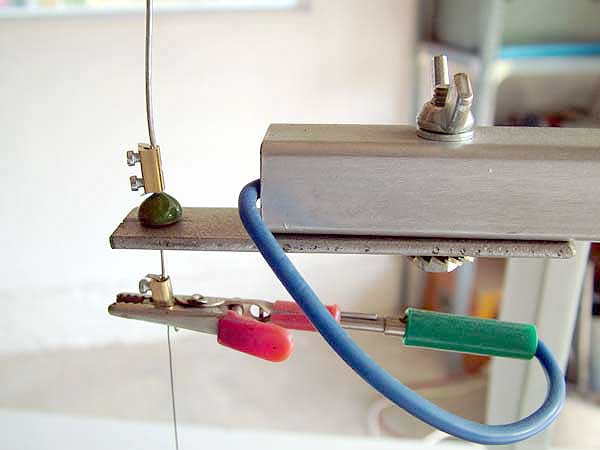
A huzal rögzítése merőlegesség állítási lehetőséggel.

A tartó laposvas furata be van vágva, így könnyen kiakasztható a főtőszál.
Gépi hőhuzalos vágás
Nem tévesztendő össze a
habvágásnak nevezett megmunkálási móddal, ahol nem formakészítés céljából
történik a 2D megmunkálás.
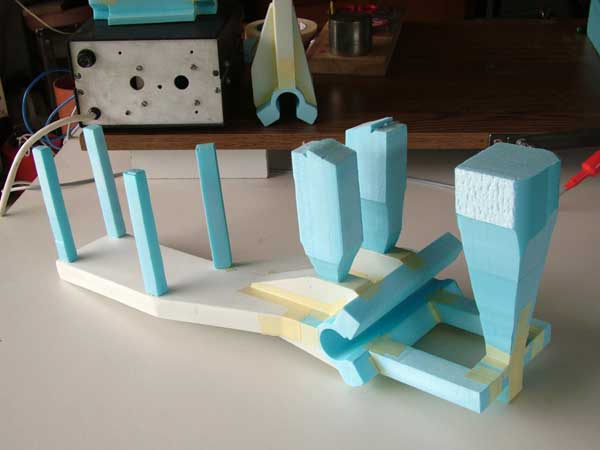
A CNC gépre készítenünk kell egy hőhuzalos habvágó feltétet, melyre mutat példát
a fotó.
A vágási sebességet, az izzószál feszültségét, hab minőségét összhangba
kell hozni, itt nem spórolható meg a saját tapasztalat szerzése!
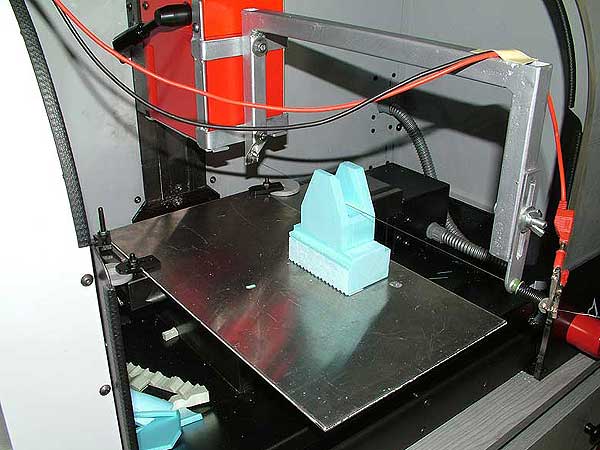
Az extrudált polisztirol hab
gépi megmunkálása izzó huzallal, 2D-ben.A hab kétoldalas öntapadó ragasztóval
van rögzítve,
de ha a vágás alakja lehetővé tesz, akár súlyjal is rögzíthetjük.
Öntőforma összeállítása
Ez a művelet igényel némi
kézügyességet, különösen ha bonyolult, és szép öntvényt akarunk készíteni -
makettosok előnyben!
Összeállítás előtt a kivágott hab csiszolással nagymértékben javíthatjuk a
csatlakozások minőségét, valamint a késztermék felületi minőségét. Ez utóbbit
nyilván csak a késztermék megmunkálatlan felületein célszerű elvégezni.
A csiszoláshoz 320-as, vizes csiszolópapírt használok, mert ennek a szemcséi jól kötöttek, nem gördülnek ki a papírból, és így nem okoznak mély karcokat a hab felületén. Figyelem, a csiszolás szárazon történik!
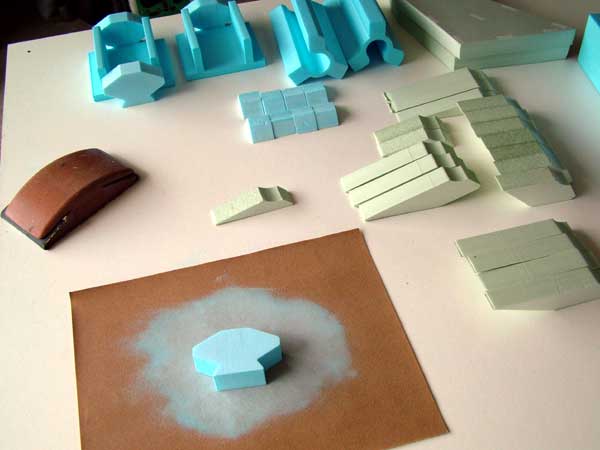
Habminta darabok ragasztás előtti csiszolása.
A képen világos színű, 20 mm-es táblából vágott elemek gyári extrudált felületét, - melyről azt írtam, hogy szinte zsíros hatású a tapintása - feltétlenül le kell csiszolni, mert csak úgy áll meg rajta a bevonat (fekecs) kevés nedvesítő szer adagolásával. Ha túl sok nedvesítő szert (felületaktív) anyagot adagolunk hozzá, ez viszont a bevonat szilárdságát rontja. Csiszolás nélkül a több rétegben felhordott fekecs könnyen repedezik, pereg.
Összeállított hab öntőminta
Az elemek ragasztásához Loctite Gél nevű pillanatragasztót, és
tesa festőszalagot használok. A pillanatragasztót úgy kell használni,
hogy csak nagyon kis átmérőjű (0,5 mm)cseppeket helyezünk el a ragasztandó
felület szélein. Ez csak a gél állapotú ragasztóval érhető el, a normál
szétfolyik, és az egész ragasztott felületet átitatva a két darab között az
olvadt fém számára egy nehezebben átjárható réteget hoz létre.
A festőszalaggal nem csak szilárdabbá tehetjük konstrukciónkat, de szép és
hasznos rádiuszokat alakíthatunk ki a csatlakozásoknál, valamint felületi hibák
javíthatunk. Fölöslegesen azért ne használjuk, mert nagy a gázképződés égés
közben, habár ebből az olvadék már nem tud felvenni, de a fekecsnek, és a
támasztó homoknak el kell tudni vezetni.
Végeztem kísérleteket kétoldalas szivacsos tesa öntapadós szalaggal.
Eddigi tapasztalatom szerint a beömlő rendszerben nem célszerű az alkalmazása,
viszont a nagyobb keresztmetszetek ragasztására jól használható.
Vékony kétoldalas ragasztó nem alkalmas, mert a nem nagyon egysíkú felületekről
kezelés közben könnyen leválik.
részletek később...